
Introduction: A quick yarn, a stat and a question
I was on the shop floor last week, watching a mate wrestle with two parts that should’ve been done in the time it took me to make a cuppa—classic. The workshop runs a double spindle CNC machine, and they’re turning parts faster than before, but scrap and downtime haven’t budged. Recent shop metrics show cycle times dropping by 15% while rejects tick up around 8% (odd, right?). So what’s really holding teams back when the hardware says “fast”? Let’s dig in — I’ll share what I’ve seen, what hurts operators most, and a few no-nonsense fixes before we look ahead.

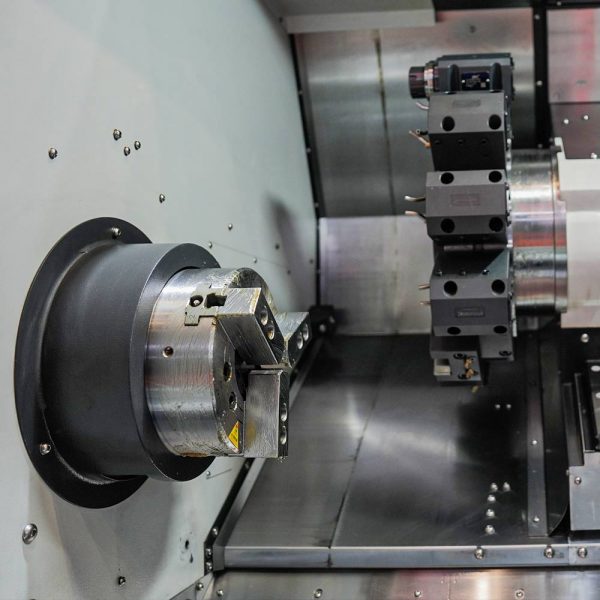
Why traditional setups fail: hidden faults in the double spindle line
double spindle machine owners often assume adding a second spindle doubles output. I’ve seen that expectation crash when tool paths conflict or thermal drift creeps in. In practice, the common culprits are poor spindle synchronisation, sluggish servo motor response, and tool turret chatter. These cause uneven finishes and unexpected chatter marks. Look, it’s simpler than you think — many workshops overlook basics like chip evacuation and coolant delivery rates, which silently destroy cycle consistency.
I’ll be blunt: control logic and fixturing get blamed last, but they’re often the core issue. For example, an older CNC control may not handle simultaneous axis moves cleanly, leading to phase lag between spindles. Then there’s maintenance neglect — worn bearings or collapsed power converters reduce torque and produce heat, which shifts tolerances. I remember a shop that replaced perfectly good tooling because they thought the cutter was the problem; it was a leaking coolant line, and the thermal gradient had pushed the tolerance window out. Two lessons: measure the machine ecosystem, and trust the data — not just feel. (No magic, just steady checks.)
What’s failing in real terms?
Is it the toolpath? The turret? The control? Often all of the above—in layers. You can fix the top layer and still see failures if spindle synchronisation or encoder feedback is off. I’ve used vibration analysis and spindle runout checks to isolate issues fast. In short: it’s rarely one single fault; it’s a small pile of them adding up.
Forward-looking principles: smarter choices for the cnc double spindle machine era
Moving forward, I favour solutions that treat the machine as an integrated system. With a cnc double spindle machine, aim for closed-loop spindle control, predictive maintenance via local edge computing nodes, and upgraded power converters to stabilise torque delivery. These aren’t buzzwords — they’re practical levers. For instance, adding real-time load monitoring reduces unexpected stalls; bump up your spindle balancing and you’ll see surface finish improve without changing cutting parameters. — funny how that works, right?
We should also be realistic: retrofits cost time and money, but they pay back in uptime. I recommend modular upgrades so you can test one improvement at a time — maybe a new encoder first, then smarter coolant flow control. This staged approach keeps production humming while you validate gains. Adaptive control and digital twins help, too; they let you simulate clashes and optimise tool sequences before they hit the metal. I’ve seen shops lower tool wear by 20% just by tuning feedrates using feedback loops rather than fixed tables.
What’s Next — practical steps
To pick the right path, check these three core metrics: throughput (real cycle time under load), net uptime (OEE-style measure), and dimensional accuracy (first-pass yield). Measure them before you change anything. Then compare: does an upgrade to closed-loop spindle control give a bigger lift than a turret rebuild? The data will tell you. I’d also advise keeping a maintenance log and pairing it with vibration and temperature readouts — saves guesswork later.
Closing advice and key takeaways
I’ll leave you with three crisp evaluation metrics when choosing upgrades: 1) effective throughput gain — not theoretical, but measured; 2) mean time between failures (MTBF) after the change; and 3) improvement in first-pass yield (dimensional accuracy within tolerance). Use these to weigh retrofit costs against real benefits. We shouldn’t chase every shiny feature; choose fixes that address the weak links you’ve actually measured. And remember, human factors matter — training operators on the new control modes can unlock gains that hardware alone won’t deliver. — and yes, culture shifts take time.
If you want a straightforward place to start, check out trusted vendors and compare their system integration experience, not just component specs. I’ve worked with gear that looked great on paper but needed extra integration support. In my experience, the right partner who understands spindle dynamics and system tuning makes all the difference. For practical leads, take a look at Leichman — they build systems with integration in mind and can help you map the next sensible steps.